Nella prima fase della lavorazione della birra si prepara il malto. È l’operazione con la quale viene interrotta la germinazione del cereale tramite essiccazione. Gli amidi si trasformano da insolubili a solubili e diventano adatti anche alla produzione del Malt whisky.
■ I chicchi d’orzo vengono immersi in acqua per 48 ore. La temperatura dell’acqua viene mantenuta su 10-12 °C e cambiata due volte nell’arco delle 12 ore perché sia perfettamente ossigenata. Dopo 1 settimana il cereale, mantenuto umido, continuamente rigirato e quindi esposto alla luce e all’ossigeno, germina. Mentre il germoglio raggiunge la dimensione del chicco, la temperatura del cereale è mantenuta attorno a 18-20 C. Quando il chicco presenta un aspetto farinoso (se spalmato sull’unghia ricorda il gesso), diventa malto verde.
■ Il malto verde viene essiccato lentamente a una temperatura che oscilla tra 30-40 °C per 12 ore quindi a 60-70 °C per 18 ore e infine, per un ultimo giorno, il malto continua ad essiccare a 80 °C.
■ Si passa quindi al processo di tostatura. Il colore della birra è determinato dal tipo di malto usato, dai tempi di torrefazione e temperatura: malto chiaro (Pale), malto rosso (Crystal), malto nero (Black).
■ L’ultima lavorazione dopo la tostatura, prevede il raffreddamento del malto per l’eliminazione della radichetta (che causerebbe un sapore sgradevole nella birra) tramite una grossolana pulizia. A questo punto il malto è stabile, con una percentuale di umidità attorno al 4,5 %, ed è conservabile per alcuni mesi.
■ La prima operazione nella produzione della birra è la macinatura del malto. Una buona macinatura lascia le scorze intatte, pur operando una rottura completa della parte interna del chicco che viene ridotto in semola e farina.

Nella fase detta “ammostamento”, il malto si trasforma in mosto. Ciò avviene quando l’amido ancora presente nel malto si trasforma in uno zucchero, il maltosio. Il malto viene miscelato con acqua a 65-68 °C e il composto viene portato a ebollizione.
L’ ammostamento avviene nella sala cottura, che è composta da:
– il tino di miscelazione e cottura,
– il tino filtro,
– il whirlpool.
■ La prima parte dell’ammostamento consiste nel miscelare acqua e malto nelle giuste proporzioni (questo avviene nel tino di miscelazione e cottura); poi il mosto deve essere portato a ebollizione.
■ Durante la cottura si aggiunge il luppolo (vedi paragrafo successivo), e la miscela subisce varie trasformazioni:
– sterilizzazione;
– concentrazione;
– solubilizzazione dei composti amari del luppolo;
– coagulo e flocculazione delle proteine.
■ Le trebbie del malto (ossia i residui insolubili della miscela) vengono rimosse. La parte liquida ottenuta si definisce appunto mosto.
Nel processo industriale al termine dell’ebollizione si porta il mosto nel whirlpool: un recipiente di forma cilindrica a fondo piano leggermente inclinato, nel quale il torbido si raccoglie al centro, sul fondo
del recipiente, in modo da permetterne la separazione.

Questa operazione ha luogo durante l’ammostatura. I luppolo conferisce alla birra una schiuma compatta. Contiene inoltre delle sostanze che agiscono contro lo sviluppo di microrganismi dannosi per l’aroma della birra.
Il luppolo va aggiunto quando il mosto bolle: da 2 a 5 grammi di fiori di luppolo per ogni litro di birra, più o meno amara. Sarà necessario curare che il luppolo non galleggi in superficie, ma venga subito coinvolto nell’ebollizione. È bene sottolineare che i fiori di luppolo perdono una parte del loro aroma in pochi mesi: meglio utilizzare luppolo cubettato che ha il pregio, essendo fortemente pressato, di non lasciare reagire l’ossigeno con le sue sostanze aromatiche.
■ Dalla qualità del luppolo dipende, in parte, la qualità dell’aroma della birra, per questo è meglio scegliere varietà di luppolo la cui quantità può essere aumentata senza che l’amaro della birra diventi troppo intenso

La fermentazione (zimias) è un processo biologico in cui sono coinvolti enzimi di varia natura, ognuno dei quali svolge la sua azione specifica, secondo le necessità proprie di un organismo vivente alla ricerca del suo equilibrio. Lo scopo è tanto più facile da ottenere, quanto più affini al microrganismo interessato sono le sostanze presenti nel processo di fermentazione. Protagonisti dei processi fermentativi sono i lieviti. Affinché il lievito si riproduca vigorosamente e si difenda con facilità da altri microrganismi, è indispensabile che nel mosto siano presenti alcuni elementi:
– presenza degli amminoacidi necessari al lievito,
– giusta misura di sali minerali,
– carboidrati facilmente fermentabili,
– le sostanze contenute nel luppolo,
– giusta aerazione.
Se il lievito trova nel mosto tutte le sostanze di cui ha bisogno la fermentazione si svolge prontamente e con grande regolartà. Il mosto viene dunque raffreddato e portato a temperature adatte alla fermentazione: da 4 a 6 ‘C per la bassa fermentazione, e da 15 a 20 ‘C per quella alta.
■ Poiché il processo di fermentazione si può svolgere solo in condizioni di aerobiosi (cioè in presenza in ossigeno), viene in sufflata nel mosto una certa quantità di ossigeno. Protagonista assoluto è il lievito, che trasforma gli zuccheri e gli amminoacidi presenti nel mosto in alcol, anidride carbonica e sostanze aromatiche.
Il Saccharomyces carlsbergensis, il lievito per le birre a bassa fermentazione, opera fra i 5 e gli 8 C (oltre i 10 a di conferire al prodotto un gusto sgradevole). Verso la fine del processo fermentativi il lievito a bassa fermentazione tende a dividersi in due parti: grossi fiocchi che salgono verso la
superficie e cellule di sfaldamento che si depositano sul fondo. Il lievito propulsore dell’alta fermentazione,
I Saccaromyces cerevisiae, lavora invece fra i 16 e i 23 C. Poiché i processi fermentativi sono favoriti dal calore, l’alta fermentazione avviene più rapidamente di quella bassa. Dopo 3-4 giorni questo tipo di lievito risale in superficie e viene recuperato con schiumature.
■ Il segnale che la fermentazione è conclusa, arriva dal gorgogliatore che non emette più anidride carbonica, normalmente tra il quarto e il settimo giorno a partire dall’inizio del processo fermentativo. Se il processo non è stato completato del tutto, la birra, una volta confezionata, diviene cattiva di gusto a causa del contatto con l’aria che, nell’ultima fase, è inevitabile.
■ La birra fermentata, a questo punto, non è ancora matura, ha raggiunto cioè l’equilibrio che le conferisce morbidezza nel sapore. Per questo motivo si procede alla fermentazione secondaria che consiste nel porre la giovane birra in tini
di maturazione.

Durante questa fase, la birra viene trasferita dai serbatoi di fermentazione a quelli di maturazione, dove termina il periodo di raffinamento. Scopo della maturazione è ottenere una saturazione naturale della birra, una chiarificazione e un miglioramento del sapore. Nel processo industriale, durante la fermentazione secondaria o maturazione, la giovane birra è posta nei tini di maturazione, oggi di acciaio, a una temperatura fra 0 e 2 C, per 4 o 5 settimane. In ogni operazione il mosto o la birra non devono entrare in contatto con l’aria, fonte di infezioni e ossidazioni. Nella fase della maturazione i tini di birra si saturano di anidride carbonica, i residui di lievito e proteine si depositano sul fondo e il gusto migliora.
■ Prolungare il tempo di attesa per imbottigliare, richiede tuttavia una strategia per evitare che la birra prenda un sapore sgradevole, dovuto al contatto troppo prolungato con il lievito. Per questo motivo, dopo 1 settimana, bisogna effettuare un travaso della birra, utilizzando il rubinetto del tino della prima fermentazione cui viene attaccato un pezzo di tubo cristall che, se toccherà il fondo del secondo tino fermentatore, permetterà di non ossigenare il mosto.

■ Alla fine del processo di maturazione, la birra viene filtrata e imbottigliata o infustata. Nel 1964, in Germania, i barili in legno furono sostituiti da taniche in metallo, più funzionali dal punto di vista tecnico, più semplici da pulire, riempire, tappare, chiudere e trasportare.
■ Le bottiglie devono essere robuste e di vetro scuro, per mantenere le caratteristiche organolettiche del prodotto. Ideali sono le bottiglie con tappo a corona da 330 millilitri, 500 millilitri, 660 millilitri, 750 millilitri e 1 litro. Inutilizzabili le bottiglie da vino o acqua minerale perché troppo fragili.
■ I recipienti non devono essere riempiti, ma vanno lasciati 3 cm di spazio prima del tappo, per non causare uno scoppio dovuto alla pressione del liquido.
■ Per evitare di ossigenare la birra in questa fase, meglio tenere le bottiglie inclinate, in modo che il liquido scorra sulle pareti; l’uso di un sifone a U serve a travasare evitando contatti con l’aria.
■ Nel procedimento industriale, i contenitori di birra (fusti, bottiglie, lattine) vengono sottoposti a pastorizzazione, procedimento che consiste nel portare la birra a una temperatura di 60 °C, allo scopo di distruggere alcuni microrganismi presenti e garantire, in questo modo, una maggiore conservabilità del prodotto.

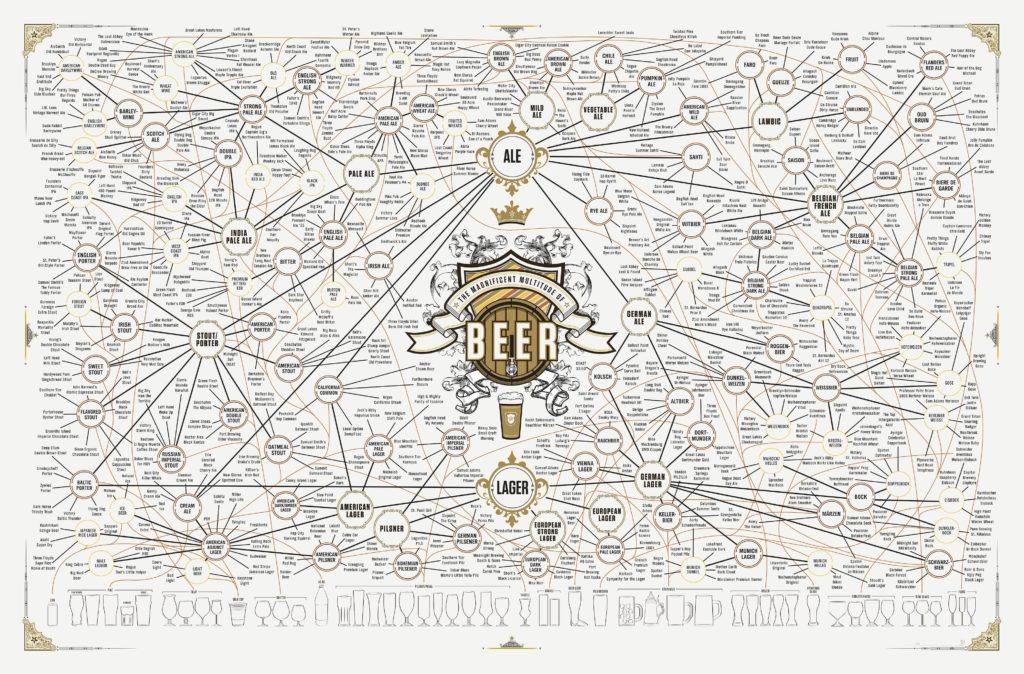
STILI DI BIRRA